Bioreactors play a vital role in modern biotechnology, pharmaceutical manufacturing, and industrial processing. From producing life-saving vaccines and antibiotics to enzymes, biofuels, and fermented food products, bioreactors form the backbone of controlled biological production. As industries move toward scalable, efficient, and contamination-free processes, the importance of advanced bioreactor systems continues to grow.
In this blog, we will explore what a bioreactor is, how it works, its key components, types of bioreactors, and their applications, while highlighting Instech Pharma as a trusted manufacturer of bioreactor solutions.
What Is a Bioreactor?
A bioreactor is a specialized vessel or system designed to support biological reactions by providing a controlled environment for microorganisms, cells, or enzymes to grow and perform desired biochemical processes. These biological reactions may involve fermentation, cell cultivation, or enzyme activity under precise conditions.
Bioreactors are widely used in:
- Pharmaceutical manufacturing
- Biotechnology and life sciences
- Food and beverage processing
- Chemical and bio-chemical industries
- Research laboratories and pilot plants
The main purpose of a bioreactor is to maximize product yield and quality by maintaining optimal conditions such as temperature, pH, oxygen levels, nutrient supply, and agitation.
What does a Bioreactor do?
The working of a bioreactor is based on maintaining ideal conditions for biological growth and activity. Although designs may vary, the basic working principle remains the same.
Step-by-Step Working Process
Sterilization: Before operation, the bioreactor vessel and all components are sterilized to eliminate unwanted microorganisms. This is usually done using steam-in-place (SIP) systems.
Charging the Bioreactor: The growth medium containing nutrients such as sugars, amino acids, minerals, and vitamins is added to the vessel. Selected microorganisms or cells are then introduced under aseptic conditions.
Controlled Environment: Sensors and control systems continuously monitor and regulate:
- Temperature
- pH level
- Dissolved oxygen
- Agitation speed
- Nutrient feed rate
Biological Reaction: Microorganisms or cells metabolize nutrients and grow, producing the desired product such as enzymes, proteins, antibiotics, or biomass.
Mixing and Aeration: Agitators and spargers ensure uniform mixing and oxygen supply, which is critical for aerobic processes.
Product Formation and Harvesting: Once the process is complete, the product is harvested and sent for downstream processing such as filtration, purification, or drying.
Instech Pharma integrates advanced automation and control systems in its bioreactors to ensure precision, safety, and process efficiency throughout this workflow.
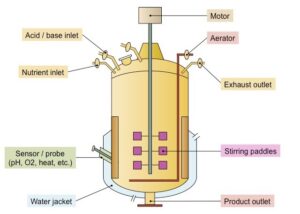
Key Components of a Bioreactor
A bioreactor consists of several essential components, each contributing to optimal performance:
1. Bioreactor Vessel: The main container where the biological reaction takes place. It is usually made of stainless steel or glass and designed to withstand pressure and temperature variations.
2. Agitation System: Includes impellers or stirrers that keep the culture well-mixed, ensuring uniform nutrient and oxygen distribution.
3. Aeration System: Provides oxygen to aerobic cultures using spargers or diffusers.
4. Sensors and Probes: Used to monitor critical parameters such as pH, temperature, dissolved oxygen, foam level, and pressure.
5. Control Panel: A PLC or SCADA-based system that automates and controls the entire process.
6. Heating and Cooling System: Maintains optimal temperature for microbial or cell growth.
7. Sterilization System: Ensures aseptic conditions using SIP and CIP (clean-in-place) systems.
Bioreactors from Instech Pharma are engineered with high-quality components and robust construction to meet pharmaceutical and biotech standards.
Types of Bioreactors
Different applications require different bioreactor designs. Common types include:
1. Stirred Tank Bioreactor
The most widely used type, suitable for microbial and cell culture processes. It offers excellent mixing and control.
2. Airlift Bioreactor
Uses air circulation instead of mechanical agitation, reducing shear stress on sensitive cells.
3. Packed Bed Bioreactor
Contains immobilized cells or enzymes, commonly used in continuous processes.
4. Fluidized Bed Bioreactor
Solid particles are suspended in the fluid, improving mass transfer and efficiency.
5. Single-Use Bioreactor
Disposable systems ideal for small-scale production and R&D, reducing cleaning and validation efforts.
Instech Pharma offers customized bioreactor solutions to meet diverse process requirements across industries.
Applications of Bioreactors
Pharmaceutical Industry
- Vaccine production
- Antibiotic manufacturing
- Insulin and hormone production
- Monoclonal antibodies
Biotechnology
- Enzyme production
- Cell and tissue culture
- Recombinant protein synthesis
Food and Beverage Industry
- Fermentation of dairy products
- Brewing and distillation
- Probiotics production
Environmental and Industrial Applications
- Wastewater treatment
- Biofuel production
- Biopolymer manufacturing
The versatility of bioreactors makes them indispensable across multiple sectors.
Bioreactor for Cell Culture
A bioreactor for cell culture is a specialized system designed to grow and maintain living cells under carefully controlled conditions. It provides an optimal environment by regulating key parameters such as temperature, pH, dissolved oxygen, nutrient supply, and agitation, which are essential for healthy cell growth and productivity.
Cell culture bioreactors are widely used in the pharmaceutical and biotechnology industries for producing vaccines, monoclonal antibodies, recombinant proteins, and other biologics. These systems ensure sterile operation, consistent results, and scalable production from laboratory to commercial levels. With advanced monitoring and automation, cell culture bioreactors help achieve high cell viability, product quality, and process efficiency.
Instech Pharma in Bioreactor Manufacturing
Instech Pharma is a reputed bioreactor manufacturer and supplier designed for pharmaceutical, biotechnology, and research applications. With a focus on quality, compliance, and innovation, the company delivers bioreactor systems that meet global standards such as GMP and cGMP.
Why Choose Instech Pharma?
- Custom-designed bioreactors for specific processes
- High-grade stainless steel construction
- Advanced automation and control systems
- Compliance with pharmaceutical regulations
- Reliable after-sales support and service
By combining engineering expertise with process understanding, Instech Pharma helps industries achieve efficient and scalable biological production.
Advantages of Using Modern Bioreactors
- Consistent product quality
- Higher productivity and yield
- Reduced contamination risk
- Automation and process control
- Energy and cost efficiency
Advanced bioreactor systems ensure smooth operation from laboratory research to full-scale commercial production.
Conclusion
Bioreactors are the heart of modern biological and pharmaceutical manufacturing. By providing a controlled environment for microbial and cell growth, they enable the efficient production of essential products that impact healthcare, food, and sustainability. Understanding how a bioreactor works helps industries optimize processes, improve yields, and maintain quality standards.
With increasing demand for biopharmaceuticals and biotech innovations, the role of reliable bioreactor manufacturers becomes crucial. Instech Pharma, with its commitment to quality engineering and advanced technology, stands out as a trusted partner for bioreactor solutions, supporting industries in achieving efficient, safe, and scalable biological production.